




ইস্পাত স্থান ফ্রেম পেইন্টিং প্রক্রিয়া
পেইন্ট:
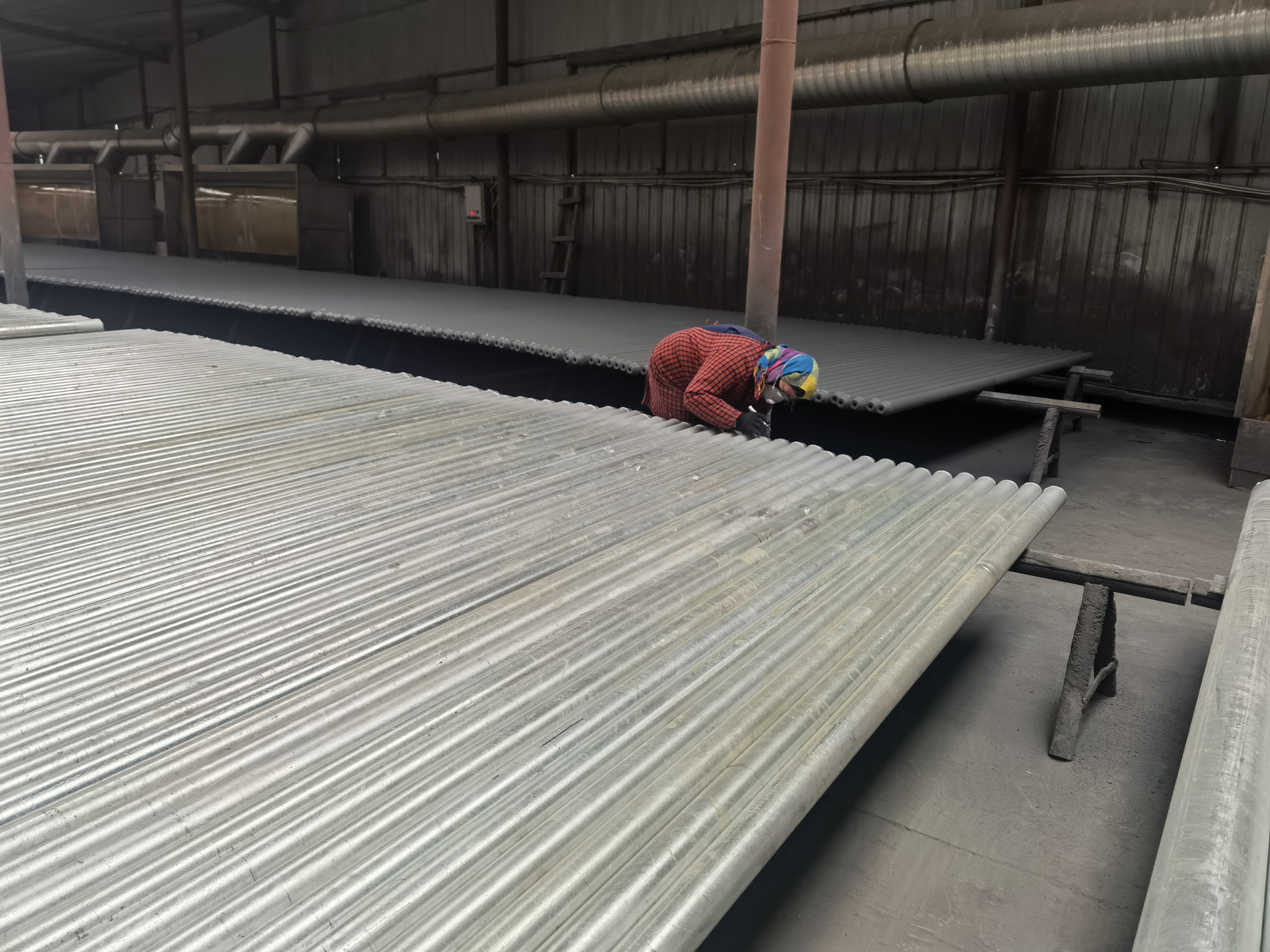
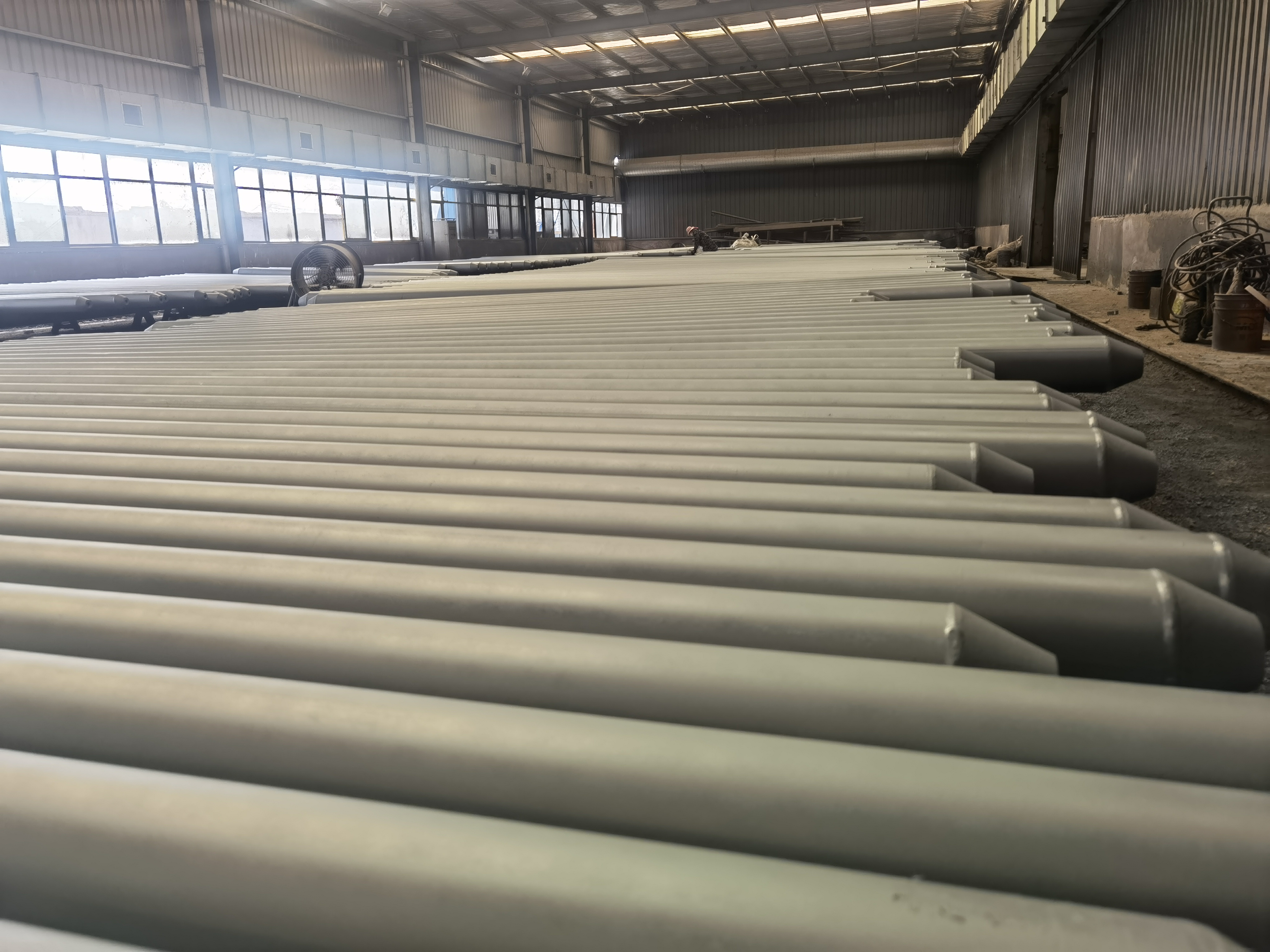
মরিচা অপসারণের পরে, উপাদানগুলির পৃষ্ঠটি অবিলম্বে পরিষ্কার করা উচিত এবং অ্যান্টি-মরিচা পেইন্ট স্প্রে করা উচিত।
প্রয়োজনীয়তা নকশা প্রবিধান অনুযায়ী হওয়া উচিত, এবং পেইন্টিং প্রক্রিয়া অপারেশন নির্দেশাবলী এবং পেইন্ট এবং নির্দেশ ম্যানুয়াল সংশ্লিষ্ট বৈচিত্র্য অনুযায়ী বাহিত করা উচিত.পেইন্টিংয়ের সময় পরিবেষ্টিত তাপমাত্রা এবং আর্দ্রতা একটি থার্মো-হাইগ্রোমিটার দ্বারা নিয়ন্ত্রিত করা উচিত যাতে পেইন্ট প্রযুক্তির সংশ্লিষ্ট জাতের প্রয়োজনীয়তাগুলি পূরণ করা হয়।স্প্রে করার বেধ এটি একটি বেধ গেজ দ্বারা চেক এবং নিয়ন্ত্রিত হয়, এবং প্রতিটি পেইন্টের বেধ নির্দেশ ম্যানুয়াল অনুযায়ী নিয়ন্ত্রিত করা উচিত।পেইন্টিং পরে, একটি বিশেষ ব্যক্তি অঙ্কন প্রয়োজনীয়তা অনুযায়ী একটি চিহ্ন করা উচিত।উপাদানগুলির প্রধান চিহ্নগুলির মধ্যে রয়েছে সমাবেশ নম্বর, উচ্চতার রেফারেন্স পয়েন্ট, সমাবেশের রেফারেন্স লাইনের কেন্দ্র রেখা এবং ঝুলন্ত পয়েন্ট।